高新技术企业产品品质保障体系
高新技术企业产品品质保障体系
一、全流程标准化管控
质量管理体系认证:严格执行ISO 9001质量管理体系,结合音视频行业特性建立研发、生产、测试全链路标准化流程,确保产品从设计到交付的稳定性与可靠性。
技术标准规范:遵循国际音视频设备标准(如CE、RoHS、DCI-P3色域认证),并针对细分场景制定企业级技术规范(如会议系统声压级≤85dB、显示屏色差ΔE≤1.5)。
二、核心技术创新驱动品质升级
自研核心技术:采用COB封装技术、PM驱动IC芯片等自研工艺,提升设备散热效率与信号传输稳定性(如Micro LED显示屏功耗降低30%,防护等级达IP65)。
智能检测系统:引入AI算法实现自动化质检,例如通过声纹分析检测音箱频响曲线偏差,视觉识别筛查显示屏坏点,故障检出率提升至99.8%。
三、严苛测试与验证体系
硬件耐久测试:模拟极端环境(-20℃至60℃温度循环、湿度95%RH)进行72小时老化测试,确保设备在复杂场景下的抗干扰能力。
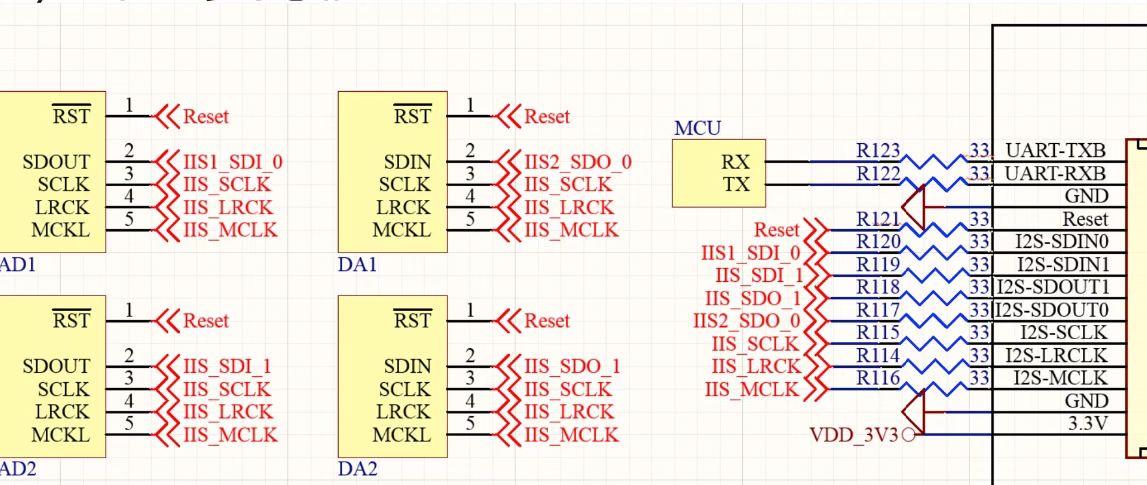
系统兼容性验证:对音视频矩阵、中控系统等设备进行多协议(HDMI、HD-SDI、TCP/IP)互联测试,保障与第三方设备的无缝兼容。
四、供应链与生产协同管理
上游品控:与TI、ADI等国际芯片厂商建立直供合作,对关键元器件进行批次抽检(如功放模块失真率≤0.05%)。
生产溯源机制:采用MES系统实现产品全生命周期追溯,每个设备均配备唯一编码,可精准定位原材料批次、工艺参数及质检记录。
五、用户场景化服务保障
定制化交付方案:针对会议室、舞美工程等场景提供1V1声场模拟测试,通过EASE声学仿真软件优化设备布局,确保声像定位精度与覆盖均匀度。
售后快速响应:建立“2小时在线诊断+48小时现场维护”服务体系,配备远程诊断平台实时监控设备运行状态(如功放温度、信号延迟)。